
Jak programuje się roboty przemysłowe?
Jak programuje się roboty przemysłowe? W praktyce łączy się tu ruch robota, logikę procesu i bezpieczeństwo stanowiska. Błędy zwykle pojawiają się na styku programu, chwytaka, czujników i współpracy z PLC. Poniżej pokazuję proces krok po kroku i różnice między metodami pracy.
Najważniejsze informacje z tego artykułu:
- Programowanie robotów przemysłowych polega na tworzeniu sekwencji ruchów, reakcji na sygnały i obsługi błędów.
- Najczęściej stosuje się programowanie online, offline oraz hybrydowe.
- ABB używa RAPID, KUKA używa KRL, FANUC używa Karel, a Mitsubishi używa Melfa Basic.
- Do pracy służą między innymi SmartPad, WorkVisual i symulatory offline.
- Bezpieczne uruchomienie wymaga testów bez produktu, kontroli TCP, układu odniesienia i procedur awaryjnych.
Jak programuje się roboty przemysłowe?
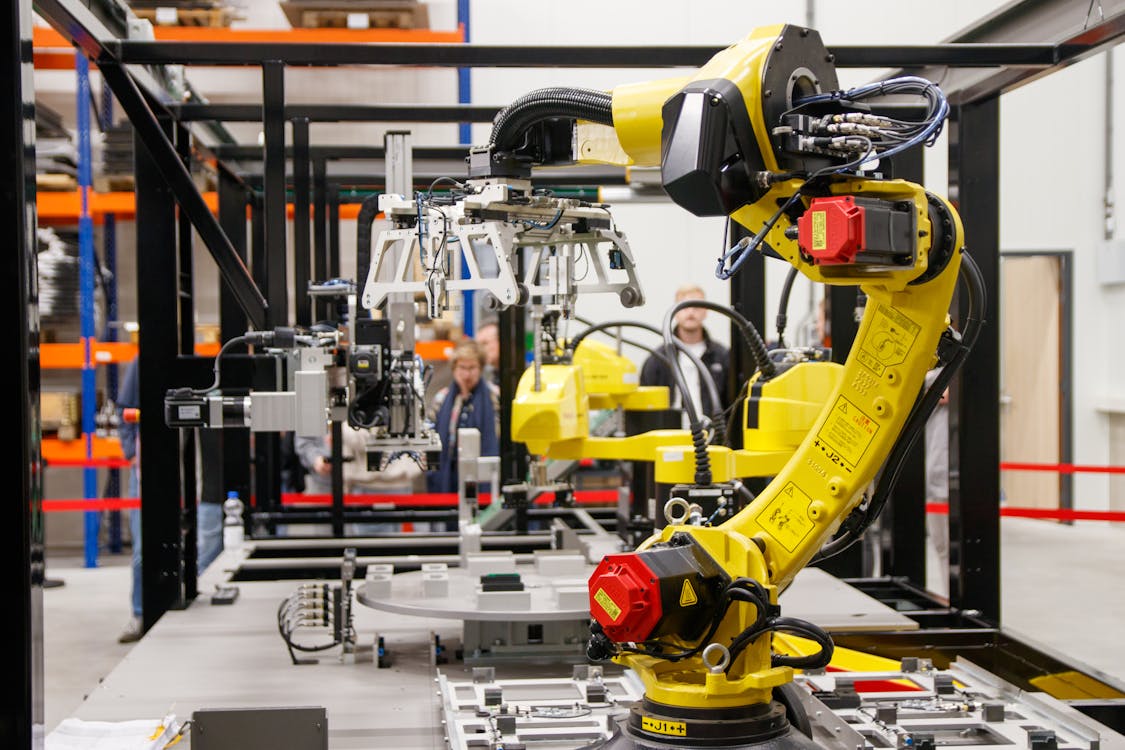
Roboty przemysłowe programuje się przez zdefiniowanie ruchu, logiki procesu, komunikacji z urządzeniami peryferyjnymi oraz warunków bezpieczeństwa. W praktyce program nie sprowadza się do przejazdu między punktami. Robot ma dojechać we właściwe miejsce, otworzyć lub zamknąć chwytak, odebrać sygnał z czujnika, zsynchronizować się z PLC i poprawnie zareagować na błąd.
Najbardziej użyteczny obraz całego procesu wygląda tak:
- Analiza procesu – opis zadania technologicznego, dokładności, taktu, przestrzeni roboczej i ryzyk kolizji.
- Konfiguracja układów odniesienia – ustawienie TCP, czyli punktu narzędzia, oraz bazy, czyli układu współrzędnych stanowiska.
- Budowa trajektorii – zapis punktów, typów ruchu, prędkości, przyspieszeń i stref przejazdu.
- Dodanie logiki – warunki, pętle, czasy oczekiwania, obsługa wejść i wyjść, komunikacja z PLC.
- Symulacja i testy – kontrola toru ruchu, kolizji, kolejności sygnałów i reakcji awaryjnych.
- Uruchomienie na stanowisku – korekta punktów, tolerancji i czasu cyklu na realnej celi z osprzętem.
Wskazówka: Przy pierwszym uruchomieniu lepiej doprowadzić jedną sekwencję do końca niż zapisywać od razu cały rozbudowany cykl. Błędy w TCP, bazie i sygnałach wychodzą wtedy szybciej.
Najczęściej problemy nie wynikają z samego kodu, tylko z błędnych danych technologicznych. Źle wyznaczony TCP przesuwa chwytak względem detalu. Źle ustawiona baza zmienia położenie wszystkich punktów. W efekcie program wygląda poprawnie, a robot i tak mija detal albo zahacza o osprzęt. To właśnie dlatego programowanie robotów przemysłowych łączy informatykę, automatykę i mechanikę.
Ta wiedza ma dziś coraz większe znaczenie. Z raportu World Robotics 2024 przygotowanego przez Międzynarodową Federację Robotyki wynika, że na koniec 2023 roku na świecie pracowało 4 281 585 robotów przemysłowych, czyli o 10% więcej niż rok wcześniej. W samym 2023 roku firmy zainstalowały 541 302 nowe jednostki. To drugi najwyższy wynik w historii. Rynek rośnie, więc rośnie też zapotrzebowanie na osoby, które rozumieją, jak programuje się roboty przemysłowe w realnych warunkach produkcyjnych.
Sprawdź też inne artykuły z tej serii:
Czym różni się programowanie online od offline?
| Kryterium | Programowanie online | Programowanie offline |
|---|---|---|
| Miejsce pracy | Przy fizycznym robocie i sterowniku. | Na komputerze, w środowisku symulacyjnym. |
| Uczenie punktów | Bezpośrednio na stanowisku, zwykle przez teach pendant. | Na modelu 3D celi i detalu. |
| Wpływ na produkcję | Często wymaga postoju lub ograniczenia pracy linii. | Ogranicza przestoje, bo przygotowanie odbywa się poza maszyną. |
| Dokładność startowa | Od razu uwzględnia realne położenie osprzętu. | Zależy od jakości modelu CAD, danych narzędzia i kalibracji. |
| Najlepsze zastosowanie | Korekty, małe serie, szybkie poprawki, proste aplikacje. | Złożone cele, nowe wdrożenia, projekty z wieloma punktami i kolizjami. |
| Praktyka wdrożeniowa | Szybka reakcja na rzeczywisty detal. | Lepsze przygotowanie logiki i toru ruchu przed wejściem na linię. |
Programowanie online odbywa się bezpośrednio na robocie, a offline w środowisku komputerowym z modelem wirtualnym. W pierwszym przypadku programista pracuje przy stanowisku i uczy robota punkt po punkcie. W drugim tworzy trajektorie, logikę i sekwencję pracy na komputerze, a potem przenosi program do sterownika.
W praktyce spotyka się kilka sposobów pracy:
- Programowanie bezpośrednie – ręczne ustawianie osi i zapisywanie pozycji na robocie.
- Programowanie pośrednie – użycie panelu operatorskiego, na przykład SmartPad w KUKA, do nauczania punktów i edycji logiki.
- Programowanie modelowe – budowa programu na modelu celi, a następnie transfer na sprzęt.
- Programowanie hybrydowe – przygotowanie dużej części kodu offline i końcowa korekta online na rzeczywistym stanowisku.
Najczęściej najlepiej działa podejście hybrydowe. Symulacja skraca czas na linii, a korekta na robocie usuwa różnice między modelem a rzeczywistością. W dobrze przygotowanych projektach takie połączenie potrafi mocno przyspieszyć wdrożenie, zwłaszcza tam, gdzie tolerancja pozycjonowania schodzi poniżej 0,1 mm.
Zauważyłem, że wielu początkujących przecenia symulację. To zrozumiałe, bo wirtualna cela wygląda przekonująco. Problem pojawia się chwilę później, kiedy prawdziwy chwytak ma minimalny luz, detal leży o 2 mm inaczej, a czujnik reaguje z opóźnieniem. I nagle cały idealny świat z monitora przestaje być idealny.
Wskazówka: Program przygotowany offline zawsze wymaga sprawdzenia TCP, bazy, punktów odkładania i sekwencji sygnałów na realnym stanowisku.
Jakie języki stosuje się w robotach ABB, KUKA, FANUC i Mitsubishi?
Każdy producent stosuje własny język programowania, powiązany ze sterownikiem, bibliotekami ruchu i obsługą peryferiów. To właśnie dlatego programista robotów zwykle zna jeden lub dwa ekosystemy bardzo dobrze, a dopiero później przenosi doświadczenie na kolejne marki.
| Producent | Język | Charakterystyka |
|---|---|---|
| ABB | RAPID | Język zbliżony składnią do C, rozbudowany o sterowanie ruchem, narzędziem i sygnałami. |
| KUKA | KRL | Składniowo przypomina Pascala, daje szeroką kontrolę trajektorii, zmiennych i obsługi błędów. |
| FANUC | Karel | Język inspirowany Pascalem, używany do bardziej zaawansowanych funkcji i integracji. |
| Mitsubishi | Melfa Basic | Język wywodzący się z BASIC, przejrzysty przy prostszych i średnio złożonych aplikacjach. |
W tych językach zapisuje się:
- Instrukcje ruchu – przejazd liniowy, punktowy, po łuku, zmiana prędkości i dokładności zatrzymania.
- Logikę warunkową – IF, ELSEIF, ELSE do reakcji na stan czujnika lub sygnał z PLC.
- Pętle – powtarzanie sekwencji, na przykład przy paletyzacji i obsłudze wielu gniazd.
- Przełączniki – SWITCH do wyboru wariantu procesu.
- Podprogramy i biblioteki – wydzielanie fragmentów kodu do ponownego użycia.
- Obsługę wyjątków – reakcje na błędy osi, brak detalu, konflikt sygnałów i zatrzymanie procesu.
Język robota służy do sterowania osią, narzędziem i sekwencją procesu, a nie do budowy zwykłej aplikacji komputerowej. Różnica wydaje się oczywista, ale właśnie tu pojawia się pierwsze zderzenie z praktyką. Programista nie myśli tylko o składni. Myśli o torze ruchu, orientacji narzędzia, stanach wejść i wyjść, blokadach bezpieczeństwa oraz kolejności handshake z PLC.
W robotach KUKA duże znaczenie ma analiza istniejącego kodu, edycja pozycji dynamicznych i praca z offsetami, czyli przesunięciami wyliczanymi na podstawie sygnałów lub pomiaru. W FANUC bardzo ważne okazuje się poprawne ustawienie TCP i UFRAME, czyli układu odniesienia użytkownika. Bez tego nawet prosty program pick and place szybko się rozsypuje.
Do nauki najwięcej daje czytanie gotowych programów. Na liniach produkcyjnych rzadko powstaje wszystko od zera. Częściej modyfikuje się istniejący kod, dopasowuje nowy chwytak, dodaje kolejny wariant detalu albo poprawia zachowanie po błędzie.
Jakie oprogramowanie służy do pisania i symulacji programu?
Do tworzenia kodu i wirtualnego uruchomienia używa się oprogramowania producenta robota oraz narzędzi do programowania offline. Jedne aplikacje służą do edycji programu, inne do konfiguracji sterownika, backupu, diagnostyki i modelowania celi.
Najczęściej spotyka się:
- WorkVisual – środowisko KUKA do konfiguracji, edycji programu, backupu i zarządzania projektem.
- SmartPad – panel operatorski KUKA do uczenia punktów, testów, jogowania osi i diagnostyki.
- Symulatory offline – narzędzia do sprawdzania trajektorii, kolizji i sekwencji jeszcze przed wejściem na linię.
- Oprogramowanie CAD/CAM – modelowanie geometrii celi, uchwytów i detalu oraz przygotowanie danych do symulacji.
- Narzędzia wizualne – programowanie blokowe typu drag and drop, przydatne w prostszych aplikacjach i szkoleniach.
- RoboDK i podobne platformy – środowiska generujące kod dla różnych producentów, często używane do offline programming i walidacji ruchu.
Symulacja nie zastępuje uruchomienia, ale bardzo dobrze odsiewa oczywiste błędy. Pozwala wyłapać kolizję z chwytakiem, zły kierunek podejścia, konflikt z przenośnikiem albo niewłaściwą kolejność ruchów. To ogromna oszczędność czasu. Zwłaszcza przy złożonych celach.
Coraz częściej pojawiają się też rozwiązania, które automatyzują część pracy programisty. Narzędzia oparte na uczeniu maszynowym wspierają rozpoznawanie obiektów w aplikacjach wizyjnych, a modele językowe generują szkielety funkcji w KRL czy RAPID na podstawie opisu procesu. Taki kod nadal wymaga weryfikacji przez człowieka. Maszyna wygeneruje strukturę, ale nie przejmie odpowiedzialności za kolizję na linii.
Wskazówka: Przed każdą zmianą punktów, prędkości, warunków i sygnałów zapisuj osobną wersję projektu oraz backup sterownika. Przy diagnostyce to często ratuje godziny pracy.

Jakie umiejętności są potrzebne do programowania robotów przemysłowych?
Skuteczne programowanie robotów przemysłowych wymaga połączenia znajomości kodu, ruchu robota, automatyki i procesu technologicznego. Sama składnia języka producenta nie wystarcza. Robot prawie nigdy nie pracuje samodzielnie. Współpracuje z chwytakiem, czujnikami, falownikami, przenośnikiem, systemem wizyjnym i sterownikiem PLC.
Najbardziej przydają się:
- Znajomość układów współrzędnych – TCP, baza, narzędzie, orientacja, offset i kalibracja.
- Rozumienie kinematyki robota – zależność ruchu osi od położenia i orientacji efektora końcowego.
- Podstawy automatyki i PLC – sygnały cyfrowe, analogowe, sekwencje gotowości, blokady i interlocki.
- Umiejętność czytania dokumentacji – schematy elektryczne, opisy I/O, dokumentacja chwytaka i instrukcje producenta.
- Diagnostyka – odróżnianie błędu programowego od mechanicznego, komunikacyjnego lub procesowego.
- Praca z symulacją i modelami 3D – ocena zasięgu, kolizji i geometrii stanowiska.
- Znajomość bezpieczeństwa maszyn – strefy bezpieczeństwa, tryby pracy, zatrzymanie awaryjne i procedury serwisowe.
W praktyce najwięcej zyskuje osoba, która potrafi szukać przyczyny, a nie tylko objawu. Robot zatrzymał się na punkcie? To jeszcze nic nie mówi. Przyczyną może być zły TCP, brak potwierdzenia z PLC, opóźniony czujnik, źle ustawiona prędkość najazdu albo detal przesunięty w uchwycie.
Rosnąca skala robotyzacji dobrze pokazuje, dlaczego te kompetencje są dziś tak potrzebne. W 2023 roku Europa zainstalowała 92,4 tys. robotów przemysłowych, czyli o 9% więcej niż rok wcześniej. W Polsce działało wtedy 24 808 robotów przemysłowych, a gęstość robotyzacji wzrosła do 78 robotów na 10 tys. pracowników. To nadal mniej niż światowa średnia wynosząca 162, więc przestrzeń do wzrostu pozostaje duża. Z kolei Polski Instytut Ekonomiczny wskazywał, że 76% badanych firm postrzega robotyzację jako źródło przewagi konkurencyjnej. Za tą przewagą nie stoi sam zakup robota, tylko dobrze zaprogramowany i stabilnie działający proces.
Jak bezpiecznie testuje się i wdraża kod na linii produkcyjnej?
Bezpieczne wdrożenie zaczyna się od kontroli konfiguracji i bardzo wolnych testów bez detalu. Dopiero później przychodzi czas na pełny cykl automatyczny. Pośpiech w tej fazie zwykle kończy się alarmem, kolizją albo przestojem linii.
- Zrób kopię programu i konfiguracji – działająca wersja musi pozostać dostępna do szybkiego przywrócenia.
- Sprawdź TCP i bazę – błędna kalibracja przesuwa cały tor ruchu.
- Zweryfikuj wejścia i wyjścia – robot musi poprawnie widzieć czujniki, chwytak i sygnały z PLC.
- Przetestuj ruch bez detalu – wolny przejazd pozwala wykryć kolizje z osprzętem i otoczeniem.
- Uruchom cykl w trybie ręcznym lub serwisowym – obserwacja punktów, orientacji narzędzia i logiki krok po kroku.
- Sprawdź reakcje awaryjne – zatrzymanie, brak detalu, brak potwierdzenia, otwarcie osłony, błąd chwytaka.
- Podnoś prędkość stopniowo – po potwierdzeniu stabilnej pracy całej sekwencji.
- Zweryfikuj czas cyklu – optymalizacja zaczyna się dopiero po uzyskaniu poprawnej i bezpiecznej pracy.
Objawy źle wdrożonego programu widać szybko:
- Robot zatrzymuje się zawsze w tym samym miejscu.
- Chwytak mija detal albo odkłada go poza tolerancją.
- PLC nie potwierdza gotowości lub zgłasza konflikt sekwencji.
- Tor ruchu przechodzi zbyt blisko osprzętu.
- Czas cyklu rośnie po każdej korekcie zamiast spadać.
Najwięcej problemów pojawia się wtedy, gdy ktoś zbyt wcześnie przełącza stację w automat. Symulacja pokazała poprawny ruch, więc wszystko wydaje się gotowe. A potem czujnik spóźnia się o ułamek sekundy, detal leży minimalnie inaczej i zaczyna się seria zatrzymań. Taki scenariusz zdarza się zaskakująco często.
Wskazówka: Wprowadzaj jedną zmianę naraz. Gdy jednocześnie przesuniesz punkt, zmienisz prędkość i poprawisz warunek logiczny, ustalenie przyczyny efektu stanie się dużo trudniejsze.
Od czego zacząć naukę programowania robotów przemysłowych?
Najlepiej zacząć od podstaw ruchu, układów współrzędnych i prostego programu sekwencyjnego. Taka kolejność porządkuje naukę. Najpierw pojawia się zrozumienie, jak robot się porusza. Dopiero potem dochodzą warunki, pętle, błędy i komunikacja z resztą stanowiska.
- Poznaj budowę robota – osie, ograniczenia ruchu, chwytak, TCP, baza i tryby pracy.
- Naucz się jogowania i zapisu punktów – ruch punktowy i liniowy pokazuje różnicę między teorią a realnym torem.
- Opanuj podstawy języka producenta – ruchy, opóźnienia, warunki, pętle i podprogramy.
- Dodaj sygnały wejścia i wyjścia – sterowanie chwytakiem, czujniki, proste handshake z PLC.
- Ćwicz na symulatorze – analiza kolizji, zasięgu i kolejności operacji.
- Ucz się diagnostyki – alarmy, błędy osi, niezgodność punktów, brak potwierdzeń z urządzeń.
- Pracuj na prostych aplikacjach – pick and place, paletyzacja, obsługa jednej maszyny.
Na początku dobrze sprawdzają się zadania z małą liczbą zmiennych:
- Stały detal – bez losowej orientacji i bez systemu wizyjnego.
- Jeden chwytak – bez automatycznej zmiany narzędzia.
- Prosta logika – kilka sygnałów i jeden wariant procesu.
- Jedna baza robocza – bez wielu stanowisk i skomplikowanych transformacji.
Poziom trudności rośnie szybko, gdy pojawia się integracja z całą linią. Samo zapisanie punktów nie jest jeszcze bardzo trudne. Schody zaczynają się przy synchronizacji z PLC, obsłudze wyjątków, bezpieczeństwie i optymalizacji taktu. Właśnie tam rodzi się prawdziwa praktyka.
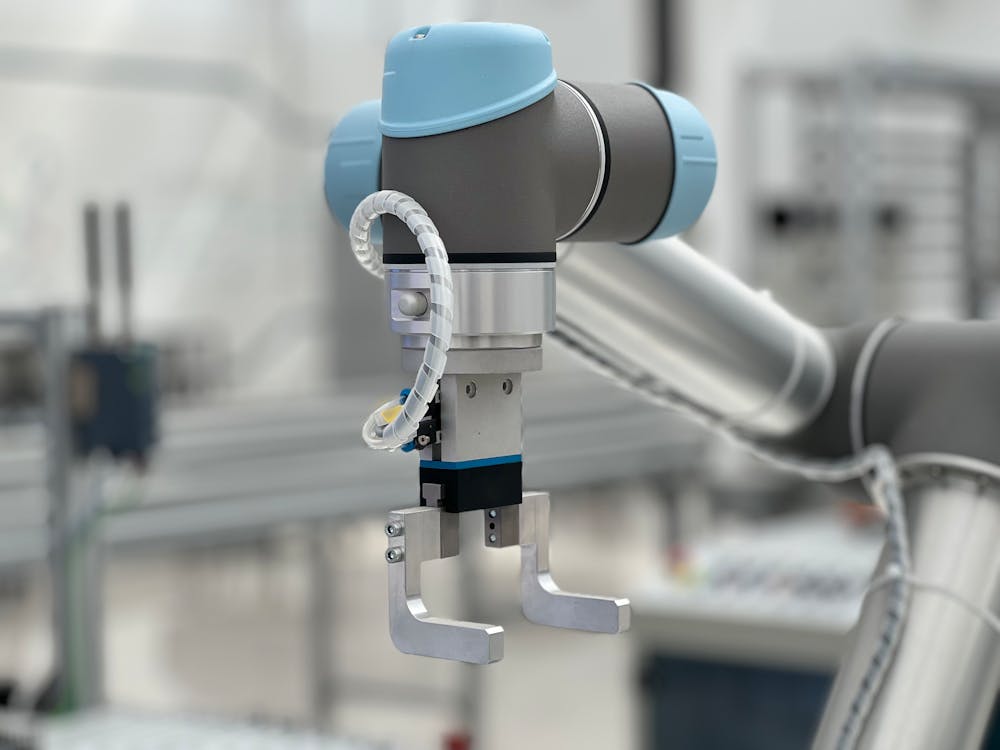
Widać to również po rynku. Międzynarodowa Federacja Robotyki prognozuje stabilizację globalnych instalacji na poziomie około 541 tys. robotów w 2024 roku, a następnie przyspieszenie wzrostu w latach 2025–2027. Dodatkowo rośnie segment cobotów. W 2023 roku zainstalowano 57 tys. robotów współpracujących, co stanowiło 10,5% światowej sprzedaży robotów przemysłowych. To ważny sygnał dla osób uczących się zawodu, bo coraz częściej spotyka się środowiska łączące klasyczne programowanie, programowanie blokowe i nauczanie przez panel operatorski.
Moim zdaniem najrozsądniejsza ścieżka wygląda prosto: jedna marka, jeden symulator, jedna aplikacja i dużo powtarzalnych ćwiczeń. Brzmi skromnie. Ale właśnie taki start daje solidny fundament, zamiast efektownego chaosu.
Podsumowanie
Jak programuje się roboty przemysłowe? Najpierw definiuje się proces, potem ustawia TCP, bazę i trajektorie, a następnie dodaje logikę, sygnały oraz obsługę błędów. Programowanie robotów przemysłowych odbywa się online, offline albo hybrydowo, zależnie od dostępu do stanowiska, czasu postoju i złożoności aplikacji. W praktyce używa się języków takich jak RAPID, KRL, Karel i Melfa Basic oraz narzędzi do symulacji, backupu i diagnostyki. Największą różnicę robi jednak nie sama składnia, lecz poprawna konfiguracja układów odniesienia, dobra integracja z PLC i ostrożne uruchomienie na realnej linii.
FAQ
Q: Czy robot przemysłowy da się programować bez znajomości kodu?
A: Tak, ale tylko częściowo. Przy prostych zadaniach pomogą bloki wizualne lub prowadzenie punktów, jednak przy wdrożeniach produkcyjnych i tak przyda się znajomość języka producenta oraz logiki procesu.
Q: Czy jeden program pasuje do dwóch takich samych robotów?
A: Nie zawsze. Nawet identyczne roboty mogą mieć inny chwytak, inny montaż, inne TCP lub inną bazę, więc program zwykle trzeba dopasować do konkretnego stanowiska.
Q: Czy symulacja offline wystarczy przed uruchomieniem?
A: Nie. Symulacja zmniejsza ryzyko, ale nie zastępuje testów na realnym stanowisku. Na maszynie zawsze sprawdzasz tolerancje, opóźnienia sygnałów i zachowanie osprzętu.
Q: Czy programowanie robotów wymaga znajomości PLC?
A: Przy prostych aplikacjach nie zawsze, ale w produkcji bardzo się przydaje. Robot rzadko pracuje sam, więc musisz rozumieć wymianę sygnałów z linią i sekwencję gotowości.
Q: Czy można nauczyć się robotyki przemysłowej samodzielnie?
A: Tak, jeśli masz dostęp do symulatora, dokumentacji i prostego stanowiska szkoleniowego. Najlepszy efekt daje praktyka, bo sama teoria nie pokaże błędów konfiguracji ani diagnostyki.
Weryfikacja i redakcja
Za redakcję i weryfikację artykułu odpowiadają:
Joanna Lewandowska. Specjalistka ds. automatyki i integracji. Absolwentka kierunku Automatyka i Robotyka na Akademii Górniczo-Hutniczej im. Stanisława Staszica w Krakowie.
Piotr Woźniak. Doświadczony redaktor technologiczny. Absolwent kierunku Dziennikarstwo i Komunikacja Społeczna na Uniwersytecie Warszawskim.

Opublikuj komentarz