Co to jest cela robotyczna?
Cela robotyczna to zamknięte, zintegrowane stanowisko pracy z robotem przemysłowym, które wykonuje powtarzalne zadania w kontrolowanych warunkach. W praktyce najczęściej widzę problemy z bezpieczeństwem, taktami pracy i jakością, gdy ktoś próbuje wdrożyć ją bez jasnej definicji procesu. Poniżej wyjaśniam to krok po kroku.
Najważniejsze informacje z tego artykułu:
- Cela robotyczna łączy robota, sterowanie, osprzęt i zabezpieczenia w jedno stanowisko.
- Stosuje się ją do spawania, montażu, paletyzacji, pakowania i obsługi maszyn.
- Jej główne zalety to powtarzalność, wyższa wydajność i lepsza kontrola jakości.
- Bezpieczeństwo opiera się na wygrodzeniach, blokadach, skanerach i sterowaniu bezpieczeństwa.
- Koszt celi zależy od procesu, poziomu automatyzacji i integracji z linią.
Co to jest cela robotyczna?
Cela robotyczna to kompletne, zrobotyzowane stanowisko pracy, w którym robot przemysłowy wykonuje określony proces w wydzielonej i zabezpieczonej strefie. Nie chodzi więc o samo ramię robota. Chodzi o cały układ: robota, sterowanie, narzędzie robocze, podanie detalu, układ bezpieczeństwa i logikę pracy.
Zgodnie z PN-EN ISO 8373:2021 robot przemysłowy stanowi programowalne urządzenie manipulacyjne z co najmniej kilkoma stopniami swobody, przeznaczone do zastosowań przemysłowych. W praktyce cela robotyczna rozszerza tę definicję o realne środowisko produkcyjne, w którym robot działa bezpiecznie, powtarzalnie i w rytmie dopasowanym do procesu.
To właśnie odróżnia celę od pojedynczego robota ustawionego na hali. Robot bez osprzętu, zabezpieczeń i integracji z procesem nie jest jeszcze celą robotyczną. W mojej pracy przy uruchomieniach linii produkcyjnych widzę to bardzo często: firma mówi, że chce robota, a tak naprawdę potrzebuje całego stanowiska z logistyką detalu, sekwencją pracy i komunikacją z maszyną nadrzędną. Bez tego robot wykonuje ruch, ale nie usuwa problemu produkcyjnego.
Co zwykle tworzy celę robotyczną:
- Robot przemysłowy z odpowiednią liczbą osi, udźwigiem i zasięgiem.
- Sterownik PLC lub kontroler robota z logiką procesu.
- Osprzęt procesowy, na przykład chwytak, palnik, aplikator kleju albo narzędzie montażowe.
- Elementy bezpieczeństwa, takie jak wygrodzenia, kurtyny świetlne, skanery lub blokady drzwi.
- Stół, pozycjoner, przenośnik albo magazyn detali, które podają element do obróbki.
Najprostszy sposób, by rozpoznać, czy dane rozwiązanie to cela robotyczna, wygląda tak: stanowisko ma wejście materiału, wykonuje operację i przekazuje detal dalej jako zamknięty proces. Gdy ten warunek jest spełniony, mówimy o celi.
Skala zjawiska pokazuje, że to nie jest niszowe rozwiązanie. W 2022 roku na świecie pracowało około 3,9 mln robotów przemysłowych. Polska zajęła 17. miejsce na świecie pod względem liczby zainstalowanych robotów przemysłowych oraz 6. miejsce w Unii Europejskiej pod względem liczby robotów w sektorze przetwórstwa przemysłowego. Jednocześnie gęstość robotyzacji w Polsce nadal pozostaje umiarkowana. To sygnał, że w wielu zakładach potencjał wdrożeń wciąż jest duży, ale wymaga dobrze zaprojektowanych cel, a nie przypadkowych zakupów sprzętu.
Sprawdź też inne artykuły z tej serii:
Z jakich elementów składa się typowa cela robotyczna?
Typowa cela robotyczna składa się z warstwy wykonawczej, sterującej, logistycznej i bezpieczeństwa. Sam robot odpowiada głównie za ruch. Reszta układu dba o to, żeby detal trafił we właściwe miejsce, proces przebiegał w odpowiedniej kolejności, a operator miał bezpieczny dostęp do obsługi i przezbrojenia.
Najczęstszy zestaw elementów wygląda tak:
- Robot przemysłowy – wykonuje ruch i realizuje zadanie procesowe.
- Efektor końcowy – chwyta detal albo prowadzi narzędzie robocze.
- Pozycjoner lub stół obrotowy – ustawia detal pod właściwym kątem.
- System sterowania – koordynuje sekwencję pracy całej celi.
- System bezpieczeństwa – odcina dostęp i zatrzymuje układ w razie zagrożenia.
W bardziej rozbudowanych stanowiskach dochodzą jeszcze układy wizyjne, czyli systemy kamer do rozpoznawania położenia detalu, czujniki siły i momentu, które kontrolują nacisk lub dokręcanie, oraz interfejs HMI, czyli panel operatorski do obsługi receptur, alarmów i diagnostyki.
W celi spawalniczej pojawia się zwykle źródło prądu, podajnik drutu, palnik, odciąg dymów i często pozycjoner dwuosiowy albo pięcioosiowy. W celi montażowej większe znaczenie mają czujniki obecności detalu, wkrętarki, układy podawania komponentów i kontrola parametrów procesu. W paletyzacji najważniejsze stają się chwytak, wysokość odkładania, układ transportu i dostępna przestrzeń robocza.
Podział funkcjonalny ułatwia ocenę projektu:
- Część robocza – tam robot wykonuje ruch i proces.
- Część logistyczna – tam trafiają detale wejściowe i gotowe wyroby.
- Część bezpieczeństwa – tam pracują blokady, kurtyny i sterowanie awaryjne.
- Część operatorska – tam człowiek przezbraja, uruchamia i nadzoruje proces.
Wskazówka: przy analizie oferty lepiej poprosić o pełny schemat stanowiska: proces, osprzęt, bezpieczeństwo, takt, sposób podania detalu i czas przezbrojenia. Sam model robota mówi zaskakująco mało.
Z praktyki wynika jeszcze jedna rzecz. Dobrze dobrane parametry kinematyczne mają ogromne znaczenie. Liczy się liczba osi, zasięg, udźwig, powtarzalność pozycjonowania i budowa nadgarstka. Przykładowo robot sześcioosiowy z powtarzalnością rzędu ±0,1 mm sprawdza się tam, gdzie detal wymaga stabilnej trajektorii ruchu, na przykład przy spawaniu lub precyzyjnym podawaniu komponentów. Bez dopasowania tych parametrów do procesu nawet drogi robot będzie źródłem problemów.

Do jakich procesów i branż używa się celi robotycznej?
Cela robotyczna najlepiej sprawdza się tam, gdzie proces jest powtarzalny, mierzalny i da się go zamknąć w stałej sekwencji. Właśnie dlatego najczęściej spotyka się ją w spawaniu, montażu, pakowaniu, paletyzacji, klejeniu, sortowaniu, zgrzewaniu i obsłudze maszyn CNC.
Najczęstsze zastosowania według branż:
- Przemysł metalowy – spawanie, zgrzewanie, obróbka i przenoszenie detali.
- Motoryzacja – montaż, zgrzewanie punktowe, obsługa linii i kontrola elementów.
- Logistyka i magazynowanie – paletyzacja, depaletyzacja i sortowanie.
- AGD i elektronika – montaż drobnych komponentów, testy i pakowanie.
- Przemysł drzewny i tworzywowy – odbiór, układanie, klejenie i kompletacja.
W branży metalowej dominują cele spawalnicze, zwłaszcza do procesów MIG/MAG i TIG. W takich rozwiązaniach często stosuje się układ dwustrefowy. Operator ładuje detal w jednej strefie, gdy robot spawa w drugiej. Po zakończeniu cyklu stół obrotowy albo pozycjoner zmienia położenie i praca toczy się dalej bez długiego oczekiwania. To ogranicza czas martwy i poprawia wykorzystanie stanowiska.
W motoryzacji i produkcji AGD duże znaczenie mają cele montażowe oraz cele do zgrzewania punktowego. W logistyce dominują paletyzacja i depaletyzacja, bo tam liczy się powtarzalne odkładanie ładunku, tempo i stabilność stosu. W zakładach obróbczych rośnie liczba cel do obsługi CNC, które podają detal do maszyny, odbierają gotowy element i pracują równolegle z operacjami skrawania.
Nie każdy proces nadaje się jednak do pełnej robotyzacji. Gdy detal zmienia się bardzo często, partie są skrajnie małe, a decyzje operatora zależą od oceny wizualnej lub sytuacji niestandardowych, pełna cela robotyczna nie zawsze daje najlepszy efekt. Wtedy rozsądniejszym wyborem bywa półautomat, prostsza automatyzacja albo cobot, czyli robot współpracujący.
Jakie korzyści daje wdrożenie celi robotycznej?
Najważniejsza korzyść z wdrożenia celi robotycznej to stabilność procesu. Robot wykonuje ruch według tej samej trajektorii i z tą samą sekwencją, więc łatwiej utrzymać jakość, przewidywalny czas cyklu i mniejszą liczbę odchyleń między kolejnymi sztukami.
Najczęstsze korzyści w zakładzie to:
- Stała jakość wykonania przy kolejnych sztukach.
- Lepsze wykorzystanie czasu pracy operatora.
- Niższa liczba poprawek i braków.
- Mniejsze obciążenie fizyczne pracowników.
- Łatwiejsze planowanie produkcji i taktów.
Z mojego doświadczenia wynika, że firmy często skupiają się wyłącznie na szybkości. A to tylko część obrazu. Dużo ważniejsza bywa przewidywalność: łatwiej policzyć wydajność, zużycie materiału, czasy przezbrojeń i realną przepustowość gniazda produkcyjnego. Produkcja przestaje działać na wyczucie.
Wskazówka: sens wdrożenia najlepiej oceniać przez porównanie kosztów braków, poprawek, reklamacji, nadgodzin i przestojów, a nie wyłącznie przez liczbę sztuk na godzinę.
Dane rynkowe potwierdzają, że przedsiębiorstwa myślą o tym coraz poważniej. 76 proc. firm badanych przez Polski Instytut Ekonomiczny zgadza się, że robotyzacja i automatyzacja będą coraz mocniej decydowały o przewadze konkurencyjnej. To wniosek bardzo praktyczny: firmy inwestują w cele robotyczne głównie po to, by ustabilizować produkcję, a nie dlatego, że sam robot dobrze wygląda w katalogu.
Badania dotyczące wpływu robotów na produktywność dają obraz bardziej złożony, ale nadal użyteczny. Graetz i Michaels wykazali wzrost produktywności w analizie 17 państw. Acemoglu, Lelarge i Restrepo pokazali pozytywny wpływ robotów na produktywność firm, jednocześnie zwracając uwagę na spadek udziału pracy w wartości dodanej. Z kolei Cette, Devillard i Spiezia nie potwierdzili wyraźnego wpływu robotów na wzrost produktywności w badaniu 30 krajów OECD. Co z tego wynika dla zakładu produkcyjnego? Sama obecność robota nie gwarantuje efektu. Efekt daje dopiero poprawnie zaprojektowana cela, dobrze dobrany proces i sensowna integracja z produkcją.
Warto też spojrzeć spokojnie na temat zatrudnienia. Część analiz dla krajów UE wskazuje niewielki spadek wskaźnika zatrudnienia przy wzroście robotyzacji, ale inne badania, na przykład Koch, Manuylov i Smolka na danych z hiszpańskich firm, pokazały netto wzrost miejsc pracy. W praktyce najczęściej obserwuję przesunięcie ról: mniej ręcznych, powtarzalnych operacji i więcej zadań związanych z obsługą, kontrolą jakości, utrzymaniem ruchu oraz programowaniem.

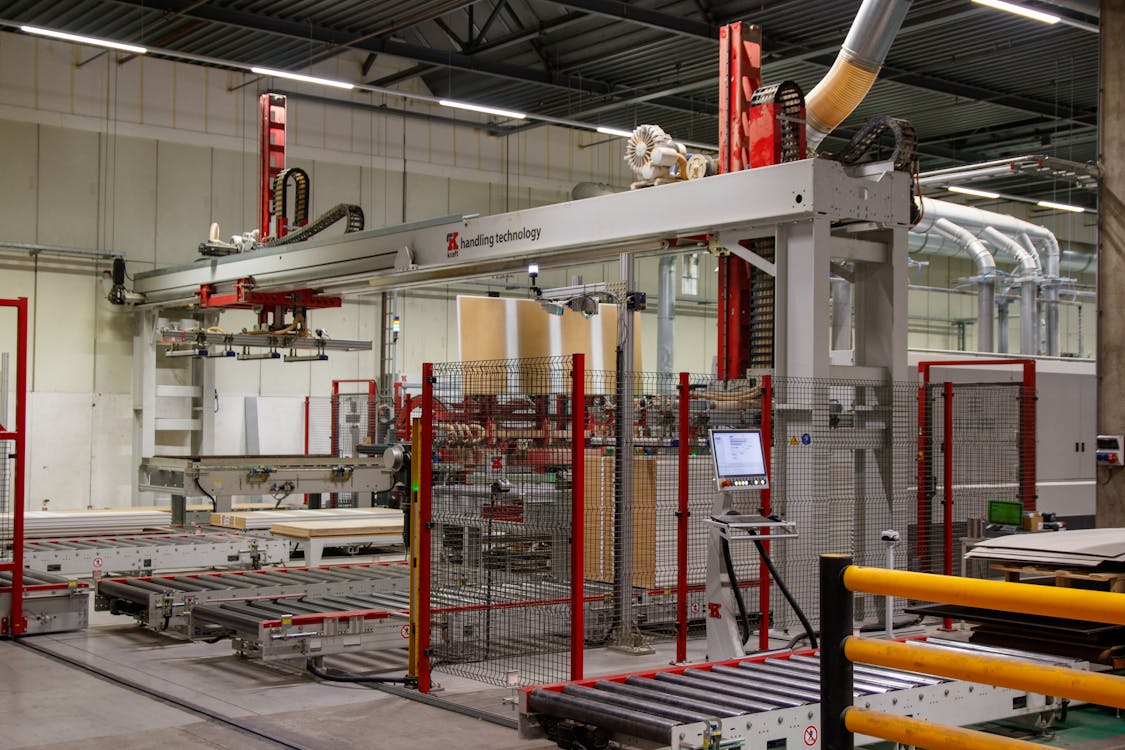
Jak działa cela robotyczna w linii produkcyjnej?
Cela robotyczna działa według ściśle ustalonej sekwencji sygnałów, ruchów i potwierdzeń. Linia lub operator przekazuje informację o gotowości, detal trafia do strefy roboczej, robot wykonuje operację, system potwierdza zakończenie cyklu i detal przechodzi do kolejnego etapu.
Integracja z linią zwykle przebiega tak:
- Określ wejście i wyjście materiału.
- Ustal takt pracy oraz czasy pomocnicze.
- Dobierz sposób podawania detalu, na przykład podajnik, przenośnik lub stół.
- Połącz sterowanie celi z PLC linii.
- Przetestuj sekwencję awaryjną, startową i zatrzymania.
W praktyce komunikacja opiera się na sygnałach I/O, magistralach przemysłowych i logice sterownika. Robot nie działa w próżni. Musi wiedzieć, czy detal jest obecny, czy osłona jest zamknięta, czy pozycjoner osiągnął właściwy kąt, czy następne stanowisko jest gotowe do odbioru. Każdy brakujący warunek szybko zamienia się w przestój.
W samodzielnej celi operator zwykle ręcznie ładuje detal, uruchamia cykl i odbiera gotowy element. W linii zautomatyzowanej sytuacja wygląda inaczej: cela współpracuje z przenośnikiem, magazynem palet, maszyną CNC albo innym modułem. Wtedy szczególnego znaczenia nabiera synchronizacja czasów i poprawne mapowanie sygnałów między urządzeniami.
W celi spawalniczej często stosuje się wspomniany układ dwustrefowy. Jedna strefa służy do załadunku, druga do obróbki. Po zakończeniu cyklu stół obrotowy albo pozycjoner przestawia detal. Taki układ poprawia ergonomię operatora i skraca przestoje między cyklami, czasem nawet do kilku minut przy zmianie detalu lub przezbrojeniu.
Wskazówka: przy integracji z istniejącą linią najlepiej zacząć od mapy sygnałów I/O, logiki stanów i scenariuszy błędów. To ujawnia luki jeszcze przed montażem.
Jakie rodzaje cel robotycznych spotyka się najczęściej?
Rodzaj celi robotycznej wynika z procesu technologicznego, a nie z samego modelu robota. Ten sam robot może pracować przy spawaniu, montażu albo obsłudze maszyny, o ile dostanie właściwy osprzęt, program i warunki pracy.
Poniżej pokazuję najczęstsze typy:
- Cela spawalnicza – służy do spawania MIG/MAG, TIG lub zgrzewania punktowego.
- Cela montażowa – składa elementy, wkręca, wciska i łączy komponenty.
- Cela paletyzująca – układa produkty na paletach i rozładowuje je z palet.
- Cela pakująca – pakuje, sortuje i przygotowuje wyroby do wysyłki.
- Cela do obsługi maszyn – podaje i odbiera detale z maszyn CNC, pras i wtryskarek.
Cela spawalnicza wymaga zwykle dobrej geometrii uchwytów, stabilnego pozycjonowania i ochrony przed dymem oraz promieniowaniem łuku. W celi montażowej większą rolę odgrywa chwytak, kontrola siły, czujniki obecności i dokładność odkładania. W paletyzacji liczy się zasięg robota, udźwig, wysokość składowania oraz stabilność warstw na palecie.
W zakładach szkoleniowych i działach wdrożeniowych spotyka się też cele edukacyjne. To stanowiska do nauki programowania, diagnostyki i bezpiecznej obsługi robota. Takie rozwiązanie daje sensowny punkt startowy tam, gdzie zespół dopiero buduje kompetencje. I szczerze mówiąc, często oszczędza później sporo nerwów na produkcji.
W bardziej zaawansowanych aplikacjach występują cele wieloprocesowe, w których robot wykonuje więcej niż jedną operację, na przykład pobranie detalu, obróbkę i odkładanie. Takie rozwiązania są elastyczne, ale wymagają lepiej dopracowanej logiki sterowania, szybkiego przezbrojenia i starannego zabezpieczenia wszystkich trybów pracy.
Jakie wymagania bezpieczeństwa trzeba spełnić?
Bezpieczeństwo celi robotycznej zaczyna się na etapie projektu. Nie na odbiorze, nie po montażu i nie wtedy, gdy pojawi się pierwszy incydent. Stanowisko musi chronić człowieka przed ruchem robota, narzędziem, detalem i skutkami procesu technologicznego.
Najczęściej stosuje się takie rozwiązania:
- Wygrodzenia z drzwiami wyposażonymi w blokady.
- Kurtyny świetlne lub skanery bezpieczeństwa.
- Przyciski zatrzymania awaryjnego w zasięgu operatora.
- Sterowanie bezpieczeństwa, na przykład PLC Fail Safe.
- Procedury LOTO i instrukcje przezbrojenia.
Dobór zabezpieczeń zależy od zagrożeń. Inaczej projektuje się celę do spawania, inaczej stanowisko obsługi prasy, a jeszcze inaczej układ paletyzacji. W spawaniu dochodzi promieniowanie łuku, odpryski, wysoka temperatura i dymy spawalnicze. W obsłudze maszyn pojawia się ryzyko zakleszczenia, uderzenia przez detal albo kolizji z urządzeniem obróbczym.
Duże znaczenie ma też sterowanie bezpieczeństwa, które nadzoruje stan drzwi, kurtyn, skanerów i zatrzymania awaryjnego. W praktyce często realizuje to fail-safe PLC, czyli sterownik bezpieczeństwa zaprojektowany tak, by po wykryciu błędu przejść do stanu bezpiecznego.
Prosta kontrola przed odbiorem wygląda tak:
- Sprawdź, czy każde wejście do strefy zatrzymuje cykl.
- Zweryfikuj reakcję na otwarcie drzwi serwisowych.
- Potwierdź działanie stopu awaryjnego z każdej pozycji operatora.
- Oceń, czy operator ma bezpieczny dostęp do załadunku i rozładunku.
- Przetestuj zachowanie celi po zaniku zasilania i po restarcie.
Wskazówka: przed odbiorem dobrze poprosić o test funkcji bezpieczeństwa w trybie produkcyjnym, serwisowym i podczas przezbrojenia. Właśnie wtedy wychodzą problemy, których nie widać na pustym stanowisku.
Ile kosztuje budowa celi robotycznej?
Koszt budowy celi robotycznej zależy przede wszystkim od procesu. Prosta cela paletyzująca będzie wyraźnie tańsza od celi spawalniczej z pozycjonerem, dwiema strefami pracy, odciągiem dymów i rozbudowaną integracją z linią. Najczęstszy błąd zakupowy polega na porównywaniu ceny samego robota zamiast kosztu całego stanowiska.
Orientacyjnie budżet można podzielić tak:
- Prosta cela – niższy koszt, zwykle do prostych zadań i krótkiego cyklu.
- Cela średnio złożona – wyższy koszt, gdy dochodzi więcej osprzętu i zabezpieczeń.
- Cela specjalistyczna – najwyższy koszt, gdy proces wymaga pozycjonerów, sensorów i rozbudowanej integracji.
Na cenę wpływają też konkretne składniki:
| Składnik kosztu | Co podnosi cenę |
|---|---|
| Robot i osprzęt | większy udźwig, większy zasięg, specjalistyczny chwytak lub palnik |
| Mechanika stanowiska | pozycjonery, stoły obrotowe, konstrukcje nośne, uchwyty detalu |
| Bezpieczeństwo | wygrodzenia, blokady, skanery, sterownik bezpieczeństwa |
| Automatyka i software | PLC, HMI, komunikacja z linią, receptury, diagnostyka |
| Uruchomienie | testy, programowanie, walidacja procesu, szkolenie załogi |
Im bardziej złożona logistyka detalu i integracja z istniejącą linią, tym szybciej rośnie koszt całego wdrożenia. Czasem sam robot stanowi tylko część budżetu. Resztę pochłaniają uchwyty, zabezpieczenia, sterowanie, transport, oprogramowanie i uruchomienie.
Żeby ocenić opłacalność, sprawdź trzy rzeczy:
- Obecny takt i planowany takt po wdrożeniu.
- Koszt braków, poprawek i przestojów.
- Zakres dodatkowych prac, takich jak osłony, transport i oprogramowanie.
Wskazówka: zwrot z inwestycji najlepiej liczyć na danych z produkcji: realnym czasie cyklu, brakach, obsadzie zmianowej i czasie przestojów. Prezentacja handlowa zwykle pokazuje ładniejszy świat niż hala.
Jak sprawdzić, czy cela robotyczna działa poprawnie?
Poprawnie działająca cela robotyczna utrzymuje takt, zachowuje powtarzalność i nie wymaga ciągłych interwencji operatora. To najprostsze, ale bardzo trafne kryterium. Gdy operator stale poprawia detal, kasuje alarmy albo ręcznie koryguje pozycję, stanowisko nie pracuje stabilnie.
Sprawdź efekt według takiej ścieżki:
- Uruchom serię próbną na pełnym cyklu.
- Policz czas jednego przejścia i porównaj go z założeniem.
- Oceń powtarzalność chwytu i pozycjonowania.
- Sprawdź, czy jakość detalu mieści się w tolerancji.
- Zapisz liczbę zatrzymań i przyczyny alarmów.
W praktyce oceniam jeszcze kilka wskaźników: stabilność pracy w ciągu zmiany, liczbę restartów, odchylenia czasu cyklu, jakość pierwszej i ostatniej sztuki oraz zachowanie stanowiska po przezbrojeniu. Dobra cela nie działa poprawnie tylko przez 20 minut testu. Dobra cela utrzymuje wynik także po kilku zmianach i przy normalnej pracy operatorów.
Zły sygnał? Drobne kolizje, niedomykanie chwytaka, alarmy komunikacji z linią, gubienie detalu albo różnice jakościowe między cyklami. Wtedy problem zwykle leży w logice sterowania, geometrii uchwytu, jakości detalu wejściowego albo w źle dobranej sekwencji procesu.
Podsumowanie kontroli wdrożenia – jeśli chcesz ocenić celę uczciwie, porównaj plan, wykonanie i wynik jakościowy po serii próbnej.
Podsumowanie
Cela robotyczna jest zintegrowanym stanowiskiem, które łączy robota, sterowanie, osprzęt i zabezpieczenia w jeden proces produkcyjny. Najlepiej sprawdza się tam, gdzie liczą się powtarzalność, bezpieczeństwo i przewidywalny takt pracy. Jej budowa zależy od zadania, więc innej konfiguracji potrzebuje spawanie, innej montaż, a jeszcze innej paletyzacja. Jeśli dobrze rozumiesz definicję celi robotycznej, łatwiej ocenisz sens wdrożenia i realny koszt całego projektu.
Zanim podejmiesz decyzję, porównaj proces, logistykę detalu i wymagania bezpieczeństwa.
FAQ
Q: Czy cela robotyczna musi być zamknięta?
A: Zwykle tak, bo osłony i kontrola dostępu ograniczają kontakt człowieka z ruchem robota. Wyjątki dotyczą układów współpracujących, ale wtedy obowiązują inne zasady bezpieczeństwa.
Q: Czy jedna cela może wykonywać kilka zadań?
A: Tak, jeśli procesy są podobne, a osprzęt pozwala na szybkie przezbrojenie. W praktyce wymaga to dobrej logiki sterowania i sensownego planu wymiany narzędzi.
Q: Czy cela robotyczna nadaje się do małych serii?
A: Tak, ale tylko wtedy, gdy przezbrojenie trwa krótko, a zmienność detalu nie rozwala cyklu. Przy bardzo małych seriach lepsza bywa prostsza automatyzacja.
Q: Czy trzeba szkolić operatora przed uruchomieniem celi?
A: Tak, bo operator musi znać tryby pracy, reakcję na alarmy i zasady bezpiecznego załadunku. Bez szkolenia rośnie ryzyko błędów i przestojów.
Q: Czy cela robotyczna wymaga osobnego fundamentu?
A: Nie zawsze. Część stanowisk stawia się na standardowej posadzce, ale ciężkie pozycjonery lub układy o wysokiej dynamice mogą wymagać dodatkowego przygotowania podłoża.
Weryfikacja i redakcja
Za redakcję i weryfikację artykułu odpowiadają:
Joanna Lewandowska. Specjalistka ds. automatyki i integracji. Absolwentka kierunku Automatyka i Robotyka na Akademii Górniczo-Hutniczej im. Stanisława Staszica w Krakowie.
Piotr Woźniak. Doświadczony redaktor technologiczny. Absolwent kierunku Dziennikarstwo i Komunikacja Społeczna na Uniwersytecie Warszawskim.

Opublikuj komentarz