Co to jest widzenie maszynowe?
Widzenie maszynowe pomaga maszynom widzieć obraz, który da się zmierzyć, porównać i ocenić bez zmęczenia. W praktyce problem zaczyna się wtedy, gdy światło, ustawienie kamery albo jakość detalu psują wynik. Poniżej wyjaśniam to prosto, ale technicznie i bez skrótów.
Najważniejsze informacje z tego artykułu:
- Widzenie maszynowe automatycznie analizuje obrazy i wyciąga z nich dane do decyzji.
- System łączy sprzęt, oprogramowanie i algorytmy uczenia maszynowego.
- Najczęściej wspiera kontrolę jakości, robotykę i identyfikację obiektów.
- Dobry efekt zależy od oświetlenia, optyki, kalibracji i danych uczących.
- Wdrożenie może podnieść powtarzalność, tempo pracy i obniżyć liczbę błędów.
Czym jest widzenie maszynowe?
Widzenie maszynowe to technologia, która zamienia obraz z kamery na konkretną decyzję, pomiar albo informację sterującą procesem. System nie patrzy jak człowiek i nie interpretuje sceny intuicyjnie. Analizuje piksele, kontrast, krawędzie, tekstury, położenie i zależności między obiektami, a potem porównuje wynik z regułą, wzorcem lub modelem uczonym.
W praktyce oznacza to automatyczną ocenę obrazu w zadaniach, w których liczy się powtarzalność, szybkość i jednoznaczny wynik. Dlatego widzenie maszynowe pojawia się głównie w kontroli jakości, pomiarach bezdotykowych, odczycie kodów, weryfikacji etykiet i prowadzeniu robotów.
Etapy działania systemu widzenia maszynowego:
- Akwizycja obrazu – kamera rejestruje scenę przy odpowiednim świetle i geometrii.
- Analiza obrazu – algorytm filtruje, segmentuje i porównuje piksele oraz cechy obiektów.
- Wyodrębnianie informacji – system podejmuje decyzję, zapisuje wynik albo przekazuje go dalej do sterowania.
To odróżnia widzenie maszynowe od zwykłego podglądu z kamery. Monitoring pokazuje obraz. System wizyjny ocenia go według zadanego kryterium i reaguje. Czasem odrzuca wadliwy detal, czasem podaje współrzędne chwytu robotowi, a czasem potwierdza zgodność nadruku z zamówieniem.
Widzenie maszynowe bywa nazywane computer vision, ale w środowisku przemysłowym częściej mówi się o części praktycznej, czyli o systemie, który ma działać stabilnie na hali, w stałym cyklu i pod obciążeniem produkcyjnym. I tu zaczynają się schody, bo nawet świetny algorytm przegrywa z kiepskim światłem.
Wskazówka: sens wdrożenia najłatwiej ocenić na jednym, powtarzalnym zadaniu, na przykład przy sprawdzaniu obecności części, odczycie kodu albo weryfikacji etykiety.
Sprawdź też inne artykuły z tej serii:
Jak działa widzenie maszynowe?
System działa w sekwencji: rejestruje obraz, poprawia jego jakość, wydobywa cechy i podejmuje decyzję. Brzmi prosto, ale każdy etap wpływa na końcowy wynik. Gdy obraz wejściowy ma słaby kontrast, prześwietlenia albo rozmycie ruchu, nawet dobrze wytrenowany model zaczyna się mylić.
Mechanika działania wygląda zwykle tak:
- Ustaw oświetlenie tak, by detal miał stały kontrast.
- Zbierz obraz z kamery o dobranej rozdzielczości i ogniskowej.
- Przetwórz obraz w programie, który usuwa szum i poprawia czytelność.
- Wyodrębnij cechy, takie jak kształt, położenie, kolor albo tekstura.
- Porównaj wynik z regułą, wzorcem lub modelem uczonym na danych.
- Przekaż decyzję dalej, na przykład do PLC, robota albo systemu raportowania.
W prostszych aplikacjach system korzysta z klasycznego przetwarzania obrazu. Wtedy liczą się progi jasności, filtracja, binaryzacja, detekcja krawędzi, analiza konturów, transformacja Hougha albo dopasowanie wzorca. Takie podejście sprawdza się tam, gdzie scena jest przewidywalna i dobrze kontrolowana.
Przy bardziej złożonych zadaniach wchodzi uczenie głębokie, zwłaszcza konwolucyjne sieci neuronowe, czyli CNN. Taki model przesuwa po obrazie małe filtry, na przykład 3×3 lub 5×5, i oblicza lokalne zależności w sąsiedztwie pikseli. W pierwszych warstwach wykrywa proste cechy, takie jak krawędzie i gradienty. Głębiej rozpoznaje tekstury, narożniki, kształty, a później całe obiekty lub ich fragmenty.
Typowa architektura CNN obejmuje warstwy konwolucyjne, funkcje aktywacji takie jak ReLU, warstwy poolingowe zmniejszające rozdzielczość map cech oraz warstwy klasyfikacyjne. W praktyce używa się też batch normalization, która stabilizuje uczenie modelu. Przełom dla tej klasy metod przyniósł rok 2012 i model AlexNet, który w konkursie ImageNet wyraźnie wyprzedził wcześniejsze podejścia oparte na ręcznie definiowanych deskryptorach obrazu, takich jak SIFT czy HOG. Od tego momentu widzenie maszynowe mocno przyspieszyło.
W detekcji obiektów stosuje się dziś modele z rodziny R-CNN, Faster R-CNN, SSD czy YOLO. Jedne stawiają na dokładność lokalizacji, inne na bardzo krótki czas reakcji. Na linii produkcyjnej ten wybór ma ogromne znaczenie, bo system nie działa w próżni. Musi zdążyć przed następnym produktem.
W nowoczesnych wdrożeniach spotyka się też transfer learning, czyli dostrajanie gotowych modeli, na przykład ResNet lub EfficientNet, do konkretnego zadania. To skraca czas trenowania i zmniejsza zapotrzebowanie na ogromne zbiory danych. Nadal jednak o sukcesie częściej decyduje scena obrazowa niż sam model. Zauważyłem to wiele razy: inżynierowie potrafią przez tydzień stroić sieć, a problem znika po zmianie kąta światła.
Wskazówka: przy zmiennych warunkach obrazu więcej daje dopracowanie oświetlenia i geometrii stanowiska niż kolejne godziny strojenia modelu.

Jakie elementy tworzą system widzenia maszynowego?
System widzenia maszynowego składa się z toru obrazowania, warstwy obliczeniowej i integracji z automatyką. Każdy z tych elementów wpływa na stabilność działania. Gdy jeden jest źle dobrany, reszta zaczyna kompensować problem, zwykle kosztem dokładności albo czasu cyklu.
| Element | Rola | Na co uważać |
|---|---|---|
| Kamera | Rejestruje obraz | Rozdzielczość, szybkość, matryca, migawka. |
| Obiektyw | Formuje obraz na matrycy | Ogniskowa, dystorsja, głębia ostrości. |
| Oświetlenie | Wydobywa potrzebne cechy | Kąt, barwa, równomierność, refleksy. |
| Komputer przemysłowy | Przetwarza dane | Moc obliczeniowa, pamięć, stabilność pracy. |
| Oprogramowanie | Analizuje obraz i podejmuje decyzję | Algorytmy, progi, modele uczone, integracja z automatyką. |
| Interfejs komunikacji | Przesyła wynik do maszyny | Opóźnienia, kompatybilność z PLC i siecią zakładową. |
Kamera odpowiada za akwizycję obrazu, ale sama rozdzielczość nie rozwiązuje problemu. Przy szybkich obiektach liczy się też czas ekspozycji i rodzaj migawki. Rolling shutter potrafi zniekształcić ruchomy detal, dlatego w części aplikacji lepiej sprawdza się global shutter.
Obiektyw ustala pole widzenia, powiększenie i ostrość. Przy pomiarach dochodzi jeszcze kwestia dystorsji, czyli zniekształceń geometrycznych. Oświetlenie wydobywa cechy, które system ma zobaczyć. Światło pierścieniowe, kopułowe, tylne czy liniowe daje zupełnie inny efekt, a połyskliwe powierzchnie szybko pokazują, kto naprawdę przemyślał stanowisko.
Warstwa programowa obejmuje klasyczne algorytmy analizy obrazu albo modele AI. Do tego dochodzi kalibracja, ustawienie progów decyzyjnych, logika akceptacji OK/NOK, archiwizacja obrazów i komunikacja z PLC, robotem lub systemem MES. Dopiero taki komplet tworzy pełny system, a nie samą kamerę z podglądem.
Wskazówka: próbkę detalu najlepiej testować w rzeczywistych warunkach hali, z prawdziwym tłem, drganiami i oświetleniem zastanym. Test przy biurku zwykle wygląda zbyt optymistycznie.
Gdzie widzenie maszynowe działa w przemyśle i biznesie?
Najlepiej działa tam, gdzie powtarzalna ocena wzrokowa zajmuje dużo czasu, kosztuje dużo błędów albo zwyczajnie nie nadąża za linią. W takich miejscach system wizyjny daje stałą jakość kontroli i bardzo szybki czas reakcji.
Przykładowe zastosowania:
- Kontrola jakości powierzchni i montażu.
- Odczyt kodów 1D i 2D.
- Weryfikacja etykiet i nadruków.
- Prowadzenie robota do chwytu lub odkładania.
- Pomiar wymiarów elementów bez kontaktu.
- Sortowanie produktów według wyglądu lub cech.
W produkcji system wykrywa brakujące części, pęknięcia, zadrapania, przesunięcia montażowe, odchyłki wymiarowe albo błędne ułożenie produktu. W logistyce rozpoznaje paczki, odczytuje kody i wspiera sortowanie. W handlu i usługach liczy obiekty, klasyfikuje produkty, a czasem automatyzuje obieg dokumentów przez rozpoznawanie tekstu i układu formularzy.
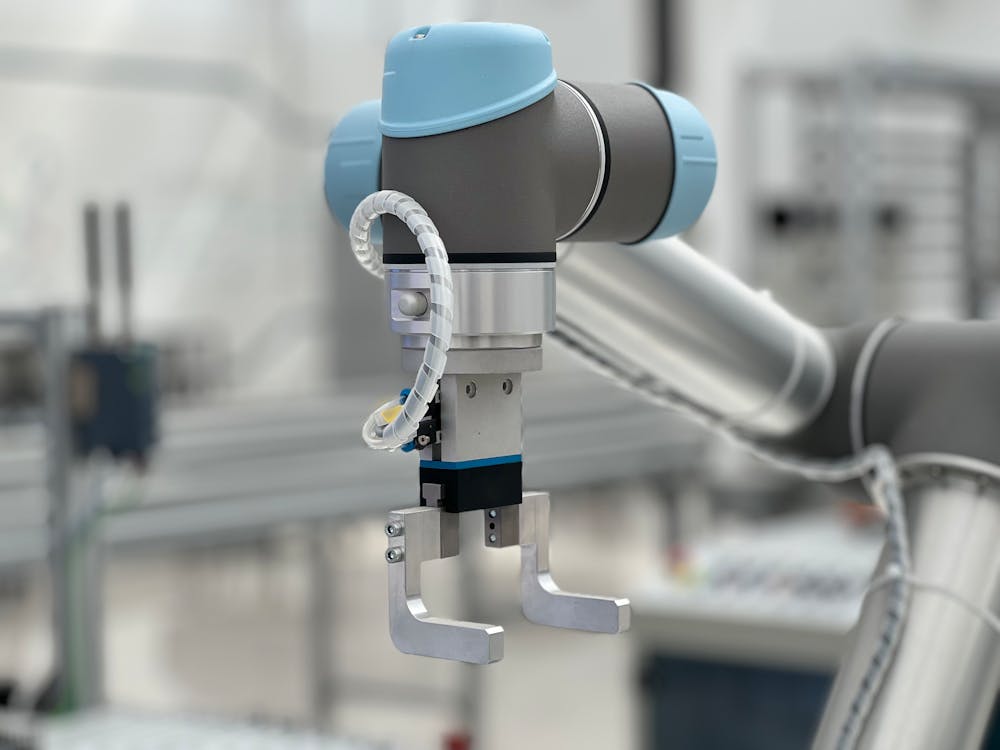
W robotyce widzenie maszynowe pełni jeszcze jedną rolę: podaje współrzędne i orientację obiektu. Dzięki temu robot wie, gdzie chwycić detal i jak go odłożyć. To już nie jest sama inspekcja, ale element sterowania ruchem.
Coraz częściej stosuje się też systemy 3D, które korzystają z triangulacji laserowej, światła strukturalnego albo kamer czasu przelotu. Taki układ lepiej radzi sobie z pomiarem wysokości, objętości i geometrii przestrzennej, choć jest bardziej wymagający pod względem kalibracji.

Czym widzenie maszynowe różni się od widzenia komputerowego?
Widzenie komputerowe to pojęcie szersze, a widzenie maszynowe oznacza jego zastosowanie w konkretnym procesie technicznym. Różnica tkwi głównie w celu. Widzenie komputerowe analizuje obraz i buduje interpretację. Widzenie maszynowe ma zwrócić wynik, który da się wykorzystać operacyjnie: wymiar, pozycję, klasyfikację, sygnał OK/NOK albo komendę dla maszyny.
| Cecha | Widzenie komputerowe | Widzenie maszynowe |
|---|---|---|
| Cel | Analiza i interpretacja obrazu | Pomiar i decyzja w procesie |
| Środowisko | Badawcze, aplikacyjne, ogólne | Przemysłowe, liniowe, sterujące |
| Sprzęt | Może być dowolny | Dobierany pod zadanie i warunki pracy |
| Wynik | Opis, klasyfikacja, wykrycie | Sygnalizacja OK/NOK, pozycja, wymiar, sterowanie |
W laboratorium albo aplikacji konsumenckiej model może analizować scenę, rozpoznawać twarze czy segmentować obraz bez twardych ograniczeń czasowych. Na hali produkcyjnej sytuacja wygląda inaczej. Tam liczy się deterministyczny czas odpowiedzi, stabilność działania i integracja z automatyką.
Pojęcia często się przenikają, bo korzystają z podobnych metod, danych i modeli. Mimo to przy wdrożeniu przemysłowym lepiej myśleć kategoriami widzenia maszynowego. Taka perspektywa szybko porządkuje wymagania: warunki pracy, dokładność pomiaru, tolerancje, czas cyklu, sposób walidacji i komunikację z resztą linii.
Wskazówka: rozwiązanie, które ma sterować maszyną, trzeba oceniać przez dokładność, stabilność czasu reakcji, odporność na zakłócenia i czytelność komunikatów błędu.
Jakie korzyści daje wdrożenie widzenia maszynowego?
Największa korzyść to powtarzalna ocena tego samego kryterium przez całą zmianę, bez spadku koncentracji. Człowiek męczy wzrok, przyzwyczaja się do drobnych odchyleń i różnie ocenia graniczne przypadki. System działa według tych samych reguł przy każdej sztuce.
Korzyści biznesowe i operacyjne:
- Stała jakość oceny niezależna od zmiany i operatora.
- Szybsza kontrola większej liczby detali.
- Mniej błędów wynikających z oceny wzrokowej.
- Łatwiejsze zbieranie danych do analizy procesu.
- Lepsza integracja z automatyką i robotyką.
Dochodzi do tego szybsze wykrywanie odchyleń procesu. Gdy system archiwizuje wyniki, obrazy i parametry partii, łatwiej ustalić, kiedy pojawił się problem i z czym był związany. To pomaga ograniczać reklamacje, braki i kosztowne przeróbki.
W wielu zakładach prawdziwa wartość ujawnia się dopiero po integracji z raportowaniem i logiką odrzutu. Wtedy widzenie maszynowe przestaje być osobnym stanowiskiem kontrolnym, a zaczyna wspierać zarządzanie procesem, identyfikowalność partii i analizę przyczyn niezgodności.
Nie ma tu jednak magii. Dobrze zaprojektowany system podnosi wydajność i jakość, źle zaprojektowany produkuje alarmy. Różnica bywa bolesna.
Jakie są wyzwania i koszty wdrożenia?
Koszt wdrożenia nie kończy się na kamerze. Obejmuje projekt stanowiska, dobór optyki i oświetlenia, komputer przemysłowy, oprogramowanie, integrację z automatyką, testy, kalibrację, walidację i późniejsze strojenie. W bardziej złożonych aplikacjach dochodzi przygotowanie danych uczących oraz utrzymanie modelu.
Najczęstsze źródła kosztów:
- Zakup i dobór kamery, optyki oraz oświetlenia.
- Komputer przemysłowy lub moduł obliczeniowy.
- Licencje na oprogramowanie i modele analityczne.
- Integracja z PLC, robotem lub systemem nadrzędnym.
- Testy, kalibracja, uruchomienie i walidacja.
- Utrzymanie, serwis i okresowe dostrajanie systemu.
Najwięcej trudności pojawia się tam, gdzie detal ma połysk, tło nie jest stałe, pozycja produktu zmienia się w sposób niekontrolowany albo na linii występują drgania i zabrudzenia. W takich warunkach system potrafi działać świetnie przez godzinę, a potem nagle zgłaszać serię fałszywych błędów. Brzmi znajomo? To zwykle problem stanowiska, nie samego algorytmu.
Najczęstsze objawy złego wdrożenia:
- Duża liczba fałszywych alarmów.
- Wyniki zależne od pory dnia lub zmiany.
- Trudność w odróżnieniu cechy od tła.
- Wysoka liczba ręcznych poprawek operatora.
- Brak stabilnej komunikacji z maszyną nadrzędną.
W projektach opartych na AI pojawia się jeszcze kwestia jakości danych. Model uczony na zbyt wąskim zbiorze przykładów często dobrze radzi sobie na testach i słabnie po uruchomieniu produkcji. Pomagają tu augmentacja danych, czyli kontrolowane modyfikacje obrazów, oraz walidacja na materiałach z różnych partii. Bez tego łatwo pomylić obiecujący prototyp z rozwiązaniem gotowym do pracy 24/7.
Jak sprawdzić, czy system działa poprawnie?
Poprawnie działający system daje powtarzalny wynik w realnych warunkach produkcyjnych, a nie tylko na wyselekcjonowanych próbkach. Dlatego test obejmuje cały łańcuch: obraz, analizę, decyzję, komunikację z maszyną i reakcję procesu.
Lista kontroli efektu wdrożenia:
- Porównaj wyniki systemu z kontrolą referencyjną na wielu próbkach.
- Sprawdź działanie przy różnych partiach materiału i w różnych godzinach.
- Zweryfikuj wpływ drgań, kurzu i zmian oświetlenia.
- Oceń czas odpowiedzi systemu względem tempa linii.
- Sprawdź, czy operator rozumie komunikaty i stany błędu.
- Przetestuj archiwizację danych oraz przekazanie wyniku do sterowania.
Przy modelach detekcyjnych i klasyfikacyjnych analizuje się zwykle precyzję, czułość, liczbę fałszywych alarmów oraz metryki takie jak mAP czy IoU, zwłaszcza gdy system lokalizuje obiekty na obrazie. W praktyce przemysłowej równie ważna jest jednak stabilność. Model z wysoką skutecznością laboratoryjną nie daje przewagi, gdy raz na godzinę gubi synchronizację z linią.
Dobrze działa też test długookresowy. Kilka zmian produkcyjnych, różne partie materiału, operatorzy o różnym doświadczeniu i pełne obciążenie linii szybko pokazują, czy układ rzeczywiście nadaje się do pracy ciągłej. Właśnie wtedy wychodzą błędy, których nie widać na krótkiej prezentacji demo.
Podsumowanie
Widzenie maszynowe jest technologią, która rejestruje obraz, analizuje go i zamienia na decyzję użyteczną w procesie. Najczęściej wspiera kontrolę jakości, odczyt kodów, pomiar oraz robotykę, a jego skuteczność zależy od sprzętu, oświetlenia, algorytmu i integracji. Jeśli pytasz, co to jest widzenie maszynowe, odpowiedź brzmi: to praktyczne zastosowanie analizy obrazu w zadaniach, gdzie liczy się powtarzalność, tempo i jasny wynik. Warto je wdrażać tam, gdzie ręczna ocena przestaje być pewna albo opłacalna.
Faq
Q: Czy widzenie maszynowe działa bez sztucznej inteligencji?
A: Tak, proste systemy mogą działać na regułach i progach. Jednak przy zmiennych produktach AI daje większą elastyczność i lepiej radzi sobie z różnicami obrazu.
Q: Czy widzenie maszynowe wymaga internetu?
A: Nie. System może działać lokalnie na komputerze przemysłowym lub sterowniku. Internet bywa potrzebny tylko do zdalnego nadzoru, aktualizacji albo raportowania.
Q: Czy jedna kamera wystarczy do każdego zadania?
A: Nie. Czasem wystarczy jedna kamera, ale przy trudno dostępnych detalach, pomiarze 3D albo kontroli wielu stron potrzebujesz kilku kamer lub dodatkowych czujników.
Q: Czy widzenie maszynowe nadaje się do małych serii produkcyjnych?
A: Tak, jeśli błąd jest kosztowny albo kontrola ręczna zabiera zbyt dużo czasu. Musisz jednak policzyć czas konfiguracji, bo przy małych seriach on mocno wpływa na opłacalność.
Q: Czy widzenie maszynowe może zastąpić człowieka całkowicie?
A: Nie zawsze. Dobrze przejmuje powtarzalne zadania, lecz w przypadkach niejednoznacznych człowiek nadal bywa potrzebny do oceny wyjątków i nadzoru procesu.
Weryfikacja i redakcja
Za redakcję i weryfikację artykułu odpowiadają:
Joanna Lewandowska. Specjalistka ds. automatyki i integracji. Absolwentka kierunku Automatyka i Robotyka na Akademii Górniczo-Hutniczej im. Stanisława Staszica w Krakowie.
Piotr Woźniak. Doświadczony redaktor technologiczny. Absolwent kierunku Dziennikarstwo i Komunikacja Społeczna na Uniwersytecie Warszawskim.

Opublikuj komentarz