
Co to jest program offline robota?
Program offline robota pozwala mi przygotować ruchy maszyny w komputerze, zanim dotknę rzeczywistej linii produkcyjnej. Dzięki temu nie zatrzymuję stanowiska na długie testy, a błędy wykrywam jeszcze w symulatorze. Jeśli chcesz rozumieć, kiedy OLP ma sens i jak działa w praktyce, czytaj dalej.
Najważniejsze informacje z tego artykułu:
- Program offline robota tworzę w wirtualnym środowisku, bez bezpośredniego łączenia się z fizycznym sterownikiem.
- Proces opiera się na modelach 3D CAD robota, narzędzi, detali i otoczenia.
- OLP różni się od programowania online tym, że testy robię poza halą, a nie na maszynie.
- Symulacja pozwala wykryć kolizje, sprawdzić zasięg robota i skrócić czas cyklu.
- Gotowy program eksportuję do właściwego języka sterownika, a potem weryfikuję go na robocie.
Czym jest program offline robota?
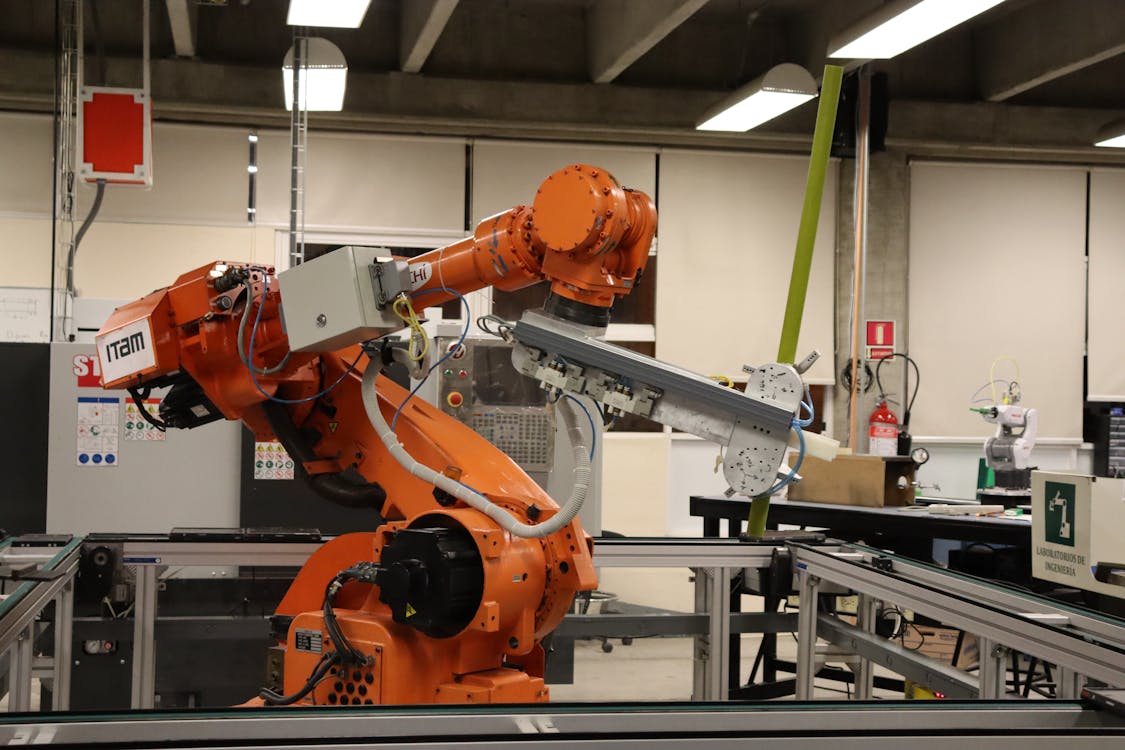
Program offline robota to sposób tworzenia i sprawdzania programu dla robota przemysłowego na komputerze, zanim kod trafi na rzeczywiste stanowisko. Praca odbywa się w środowisku 3D, które odwzorowuje robota, narzędzie, detal, oprzyrządowanie i otoczenie produkcyjne.
To właśnie oznacza Offline Programming, czyli OLP. Zamiast uczyć ruchów bezpośrednio na hali, najpierw buduję je cyfrowo, sprawdzam trajektorie, orientację narzędzia, zasięg oraz możliwe kolizje. Dopiero potem przenoszę program do sterownika. W praktyce taka kolejność oszczędza czas i ogranicza ryzyko podczas rozruchu.
Program offline robota nie jest samą animacją. Dobre środowisko OLP generuje wykonywalny kod w języku robota, na przykład KRL dla KUKA, TP dla Fanuc czy RAPID dla ABB. To ważna różnica, bo zwykła symulacja offline pokazuje ruch, ale nie zawsze kończy się gotowym programem dla sterownika.
W takim środowisku wyznaczam punkty procesowe, orientację końcówki roboczej, kolejność przejazdów, ruchy osi zewnętrznych oraz parametry procesu. Oprogramowanie rozwiązuje zagadnienia kinematyki, czyli zależności między położeniem narzędzia a ustawieniem osi robota, i sprawdza, czy robot rzeczywiście wykona zaplanowany ruch.
Z mojego doświadczenia wynika, że OLP najszybciej pokazuje przewagę tam, gdzie przestój linii kosztuje realne pieniądze albo gdzie stanowisko ma złożoną geometrię. W prostych aplikacjach efekt będzie mniejszy. Przy rozbudowanych celach różnica robi się odczuwalna niemal od razu.
Sprawdź też inne artykuły z tej serii:
Jak program offline robota różni się od programowania online?
Programowanie online odbywa się bezpośrednio na robocie, zwykle z użyciem panelu operatorskiego albo pulpitu uczącego. Programowanie offline przenosi większość pracy do komputera, więc produkcja nie stoi przez cały czas przygotowania programu.
Różnica dotyczy nie tylko miejsca pracy, ale też sposobu kontroli błędów. Przy metodzie online pomyłka od razu pojawia się na stanowisku. W OLP dużą część problemów wykrywam wcześniej, jeszcze przed pierwszym ruchem rzeczywistej maszyny. To zmienia komfort wdrożenia. I, szczerze mówiąc, zmniejsza napięcie przy uruchomieniu.
Najważniejsze różnice między OLP a programowaniem online:
- Miejsce pracy – offline pracuję w komputerze, online przy fizycznym robocie.
- Wpływ na produkcję – offline ogranicza przestoje, online częściej wymaga zatrzymania stanowiska.
- Testowanie – offline pozwala sprawdzić kolizje i trajektorie przed uruchomieniem, online testuję od razu na maszynie.
- Zmiana wariantu – offline łatwiej porównuję kilka wersji ruchu, online każdą zmianę wdrażam ręcznie.
- Bezpieczeństwo – offline zmniejsza ryzyko uszkodzenia narzędzia, chwytaka lub detalu.
Programowanie online nadal ma sens przy prostych sekwencjach i krótkich programach, gdy przygotowanie modelu 3D zajęłoby więcej czasu niż samo nauczenie kilku punktów. OLP wygrywa wtedy, gdy stanowisko jest bardziej złożone, wariantów detalu jest dużo albo często pojawiają się przezbrojenia.
W materiałach branżowych często pojawia się informacja o dużym skróceniu czasu cyklu i czasu wdrożenia dzięki OLP. Jednocześnie publicznie dostępne wyniki wyszukiwania rzadko pokazują twarde, porównywalne liczby z badań dla wszystkich zastosowań. To dobrze pokazuje jedną rzecz: efekt wdrożenia zależy głównie od konkretnego procesu, jakości modelu cyfrowego i kalibracji stanowiska, a nie od samej etykiety OLP.
Jak działa programowanie offline robota w praktyce?
- Importuję modele 3D CAD stanowiska.
- Definiuję robota, narzędzie i punkty technologiczne.
- Ustawiam parametry osi, prędkości i przyspieszeń.
- Generuję ścieżkę i sprawdzam zasięg robota.
- Wykrywam kolizje z detalem, osprzętem i otoczeniem.
- Poprawiam orientację narzędzia oraz przebieg trajektorii.
- Eksportuję program do sterownika robota.
- Weryfikuję program na rzeczywistym stanowisku.
Proces zaczynam od danych CAD, bo bez poprawnego modelu cała dalsza praca traci wiarygodność. Importuję geometrię robota, chwytaka lub palnika, detalu, stołów, osłon, pozycjonerów i wszystkich elementów, które mogą znaleźć się w przestrzeni roboczej.
Potem definiuję układy odniesienia, bazy, TCP narzędzia oraz punkty procesowe. TCP, czyli Tool Center Point, określa rzeczywiste położenie końcówki roboczej. Gdy ten parametr jest błędny, nawet najlepiej przygotowana ścieżka rozjedzie się z rzeczywistością po przeniesieniu na halę.
Na dalszym etapie oprogramowanie liczy kinematykę prostą i odwrotną. Kinematyka prosta pokazuje, gdzie znajdzie się narzędzie przy zadanym ustawieniu osi. Kinematyka odwrotna wyznacza z kolei ustawienie osi potrzebne do osiągnięcia konkretnego punktu i orientacji. W robotach 6-osiowych i układach z osiami zewnętrznymi takich rozwiązań bywa kilka, dlatego poprawny solver kinematyczny ma duże znaczenie.
Analizuję też punkty osobliwe, czyli pozycje, w których robot traci stabilność kinematyczną i może gwałtownie zmieniać konfigurację osi. Do tego dochodzi ocena ograniczeń prędkości, przyspieszeń, płynności przejść oraz zachowania robota w pełnym czasie cyklu. Sama ładna animacja niczego jeszcze nie załatwia.
Wskazówka: Gdy stanowisko ma stół obrotowy albo pozycjoner, ich położenie i zakres ruchu ustawiam już na etapie modelu CAD. Późna korekta zwykle kończy się poprawianiem połowy trajektorii.
Jakie programy i środowiska służą do OLP?
| Środowisko | Do czego używam | W czym pomaga |
|---|---|---|
| RoboDK | Wielu producentów robotów i szybkie testy offline | Generowanie kodu, symulację kolizji i weryfikację kinematyki |
| RobotGuide | Roboty Fanuc i programy TP | Definiowanie punktów docelowych i testowanie trajektorii |
| NX CAM Robotics | Procesy złożone, obróbka powierzchni, integracja CAD/CAM | Planowanie ścieżek, kontrolę podcięć i optymalizację przejść |
| Eureka Robot | Procesy z kodem CAM i konwersją na język robota | Transformację ścieżek, orientację narzędzia i osi zewnętrznych |
Wybór środowiska zależy od producenta robota, rodzaju procesu i tego, czy potrzebuję głównie symulacji, czy pełnego generowania kodu. Nie istnieje jeden program, który zawsze będzie najlepszy. Są za to narzędzia uniwersalne i platformy mocno związane z konkretnym sterownikiem.
RoboDK sprawdza się przy pracy z wieloma markami robotów i przy szybkim przygotowaniu programu offline robota bez stałego połączenia ze sterownikiem. Tego typu platformy korzystają z bibliotek kinematycznych różnych producentów i pozwalają wygenerować kod pod konkretny kontroler.
RobotGuide lepiej pasuje do środowiska Fanuc, gdzie ważna jest zgodność z logiką programów TP i zachowaniem robota w ekosystemie producenta. NX CAM Robotics ma przewagę w zadaniach związanych z CAD/CAM, zwłaszcza przy obróbce powierzchni swobodnych, frezowaniu, cięciu albo prowadzeniu narzędzia po bardziej złożonej geometrii. Eureka Robot dobrze odnajduje się tam, gdzie ścieżka pochodzi z CAM i wymaga konwersji neutralnego kodu, na przykład APT lub danych typu Cutter Location, do języka robota.
W bardziej specjalistycznych procesach spotyka się też środowiska dedykowane konkretnym zastosowaniom, na przykład do cięcia, gratowania czy wykańczania powierzchni. W takich systemach pojawiają się funkcje typu adaptive feedrate, czyli adaptacyjne dopasowanie posuwu, oraz automatyczne wyznaczanie ruchów wejścia i wyjścia z procesu.
Przy wyborze zawsze sprawdzam trzy rzeczy:
- zgodność z modelem robota i sterownikiem – sam producent robota nie wystarcza, liczy się jeszcze wersja kontrolera i firmware,
- jakość postprocesora – to on zamienia ścieżkę z symulacji na poprawny kod dla konkretnego robota,
- zakres symulacji – część programów dobrze pokazuje ruch, ale słabiej odwzorowuje logikę procesu, osie zewnętrzne albo zachowanie przy bardziej złożonej dynamice.
Wskazówka: Przed wdrożeniem sprawdzam, czy oprogramowanie obsługuje dokładnie ten model robota, tę wersję sterownika i ten język programowania, który pracuje już na hali.
Jak symulacja wykrywa kolizje i optymalizuje trajektorię?
Symulacja porównuje zaplanowany ruch z geometrią całego stanowiska. Dzięki temu widać, czy robot nie uderzy w detal, chwytak, osłonę, pozycjoner, przewody albo własne ramię. To pierwszy poziom kontroli. Drugi dotyczy jakości samej trajektorii.
Dobre środowisko nie ogranicza się do rysowania ścieżki na ekranie. Analizuje zasięg robota, konfiguracje osi, ograniczenia prędkości, płynność przejść i czas przejazdu między punktami. W bardziej rozbudowanych systemach dochodzi jeszcze modelowanie bezwładności, luzów w przegubach, a czasem nawet wpływu obciążenia na zachowanie układu.
W trakcie analizy zwracam uwagę na kilka elementów:
- Przestrzeń robocza – sprawdzam, czy robot dosięga wszystkich punktów procesu.
- Punkty osobliwe – omijam pozycje, w których układ ruchu traci stabilność.
- Kontrola podcięć – sprawdzam, czy narzędzie nie wchodzi w materiał lub konstrukcję tam, gdzie nie powinno.
- Odstęp między przejściami – dopasowuję odległość między ścieżkami, aby utrzymać jakość procesu.
- Lead-in i lead-out – ustawiam łagodne wejście i wyjście z procesu, aby uniknąć śladów i nagłych zmian obciążenia osi.
Przy obróbce, cięciu, gratowaniu czy nakładaniu powłok ogromne znaczenie ma orientacja narzędzia. Ta sama ścieżka geometryczna może działać dobrze albo fatalnie w zależności od kąta ustawienia TCP. Czasem drobna korekta orientacji skraca ruch, poprawia dostęp i usuwa kolizję, której na pierwszy rzut oka wcale nie widać. Tak, bywa to trochę irytujące. Ale właśnie po to istnieje symulacja.
Optymalizacja trajektorii służy dwóm celom – skróceniu cyklu i utrzymaniu jakości procesu. Dlatego porządkuję kolejność punktów, wygładzam przejścia, redukuję zbędne dojazdy i sprawdzam, czy algorytm look-ahead oraz blending ruchu nie pogarszają dokładności w miejscach krytycznych.
Wskazówka: Przy programach z dużą liczbą punktów porównuję kilka wariantów orientacji narzędzia. Zmiana samego kąta często daje lepszy efekt niż ręczne poprawianie całej ścieżki.
Gdzie program offline robota opłaca się wdrażać?
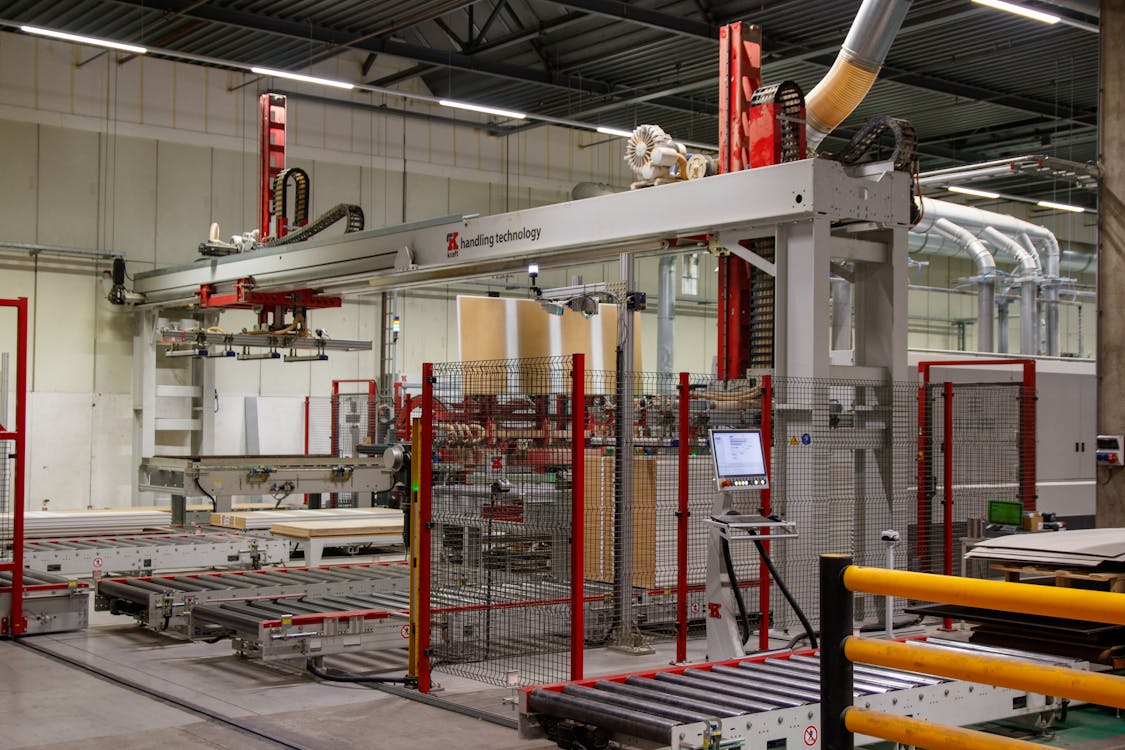
OLP opłaca się tam, gdzie każda zmiana programu na hali zabiera czas, blokuje produkcję albo zwiększa ryzyko błędu. Najlepsze efekty widzę przy stanowiskach z bardziej złożoną geometrią, częstych przezbrojeniach i krótkich seriach produkcyjnych.
W praktyce dobrze sprawdza się w procesach, w których robot prowadzi narzędzie po określonej ścieżce i musi utrzymać dokładną orientację względem detalu. Dotyczy to zwłaszcza spawania, malowania, cięcia, gratowania, dozowania, obróbki 3D, obsługi maszyn i części operacji montażowych.
Najczęstsze zastosowania programu offline robota:
- Spawanie – gdy trzeba utrzymać powtarzalny przebieg spoin i poprawną orientację palnika.
- Malowanie – gdy liczy się równy dystans od powierzchni i płynne prowadzenie narzędzia.
- Cięcie i gratowanie – gdy geometria krawędzi wymaga precyzyjnego wejścia i wyjścia z materiału.
- Obróbka 3D – gdy ścieżka zależy od modelu CAD i wymaga dobrego odwzorowania powierzchni.
- Obsługa maszyn – gdy ważne jest szybkie przełączanie między wariantami detalu.
- Montaż – gdy trzeba sprawdzić zasięg i dostęp do wielu punktów bez ryzyka kolizji.
W zakładach produkujących jeden detal przez długi czas OLP też ma zastosowanie, ale przewaga bywa mniej spektakularna. Za to przy produkcji mieszanej różnica potrafi być bardzo wyraźna, bo nowy wariant detalu nie wymaga każdorazowego długiego uczenia robota na hali.
W dostępnych materiałach branżowych pojawiają się opisy korzyści, a czasem także szacunki poprawy czasu cyklu. Jednocześnie publicznie dostępnych, jednolitych danych naukowych z konkretnymi wynikami liczbowymi nadal jest niewiele. Dlatego przy ocenie opłacalności patrzę przede wszystkim na realia stanowiska: liczbę zmian produktu, koszt postoju, złożoność toru ruchu, poziom powtarzalności procesu i dostępność dokładnych modeli 3D.
Jak przenieść program z komputera na rzeczywistego robota?
- Porównuję model stanowiska z rzeczywistą instalacją.
- Sprawdzam bazę robota, narzędzie i punkty referencyjne.
- Wykonuję ruchy próbne z obniżoną prędkością.
- Kontroluję odstępy od osprzętu i detalu.
- Koryguję punkty, jeśli rzeczywistość różni się od modelu CAD.
- Uruchamiam pełny cykl dopiero po potwierdzeniu poprawności.
Po zakończeniu pracy w środowisku OLP eksportuję kod do formatu zgodnego ze sterownikiem robota. Transfer odbywa się przez Ethernet, FTP albo narzędzie producenta. Samo wgranie programu to jednak dopiero początek.
Najważniejsza jest zgodność modelu cyfrowego z rzeczywistym stanowiskiem. Tu pojawia się kalibracja, czyli dopasowanie baz, narzędzia, punktów odniesienia i geometrii układu do fizycznej instalacji. Przy bardziej wymagających aplikacjach dochodzi też kalibracja hand-eye, gdy robot współpracuje z systemem wizyjnym lub zewnętrznym pomiarem.
Najczęstsze źródła błędów po transferze programu są dość przyziemne. Nie wada robota, nie tajemniczy problem algorytmu, tylko przesunięta baza, źle ustawiony TCP, niedokładnie zamocowany detal albo różnica między modelem CAD a rzeczywistością. Właśnie dlatego pierwszy rozruch prowadzę wolno i bardzo świadomie.
Przy stanowiskach wielorobotowych dochodzi synchronizacja zadań, stref bezpieczeństwa i kolejności ruchów. Wtedy sam poprawny tor jednego robota nie wystarcza. Trzeba jeszcze zsynchronizować cały układ, aby roboty nie wchodziły sobie w drogę i zachowały logikę procesu.
Wskazówka: Po wgraniu programu obserwuję nie tylko ruch ramienia, ale też przewody, chwytak, palnik, detal i osprzęt pomocniczy. Kolizję bardzo często powoduje element, którego ktoś nie uwzględnił w modelu.
Podsumowanie
Program offline robota pozwala przygotować, przetestować i poprawić program sterujący poza stanowiskiem produkcyjnym. To właśnie odpowiada na pytanie, co to jest program offline robota: jest to metoda programowania robota przemysłowego w wirtualnym środowisku 3D, z użyciem modeli CAD, symulacji kinematyki i narzędzi do wykrywania kolizji, a następnie eksportu kodu do rzeczywistego sterownika.
Największa przewaga OLP pojawia się tam, gdzie liczy się ograniczenie przestojów, bezpieczne testowanie i szybkie porównanie kilku wariantów ruchu. Żeby taki projekt działał dobrze, potrzebne są dokładne modele, poprawny postprocesor i rzetelna kalibracja po przeniesieniu programu na robota.
FAQ
Q: Czy program offline robota zawsze wymaga modelu CAD?
A: W praktyce tak. Bez danych 3D trudno poprawnie odtworzyć geometrię stanowiska, sprawdzić zasięg i wykryć kolizje.
Q: Czy mogę użyć OLP dla każdego robota przemysłowego?
A: Nie zawsze. Musisz mieć środowisko i postprocesor dopasowane do sterownika oraz modelu robota.
Q: Czy program offline robota zastępuje uruchomienie na hali?
A: Nie. OLP ogranicza ryzyko, ale po transferze programu i tak potrzebujesz testu na rzeczywistym stanowisku.
Q: Czy OLP nadaje się do prostych aplikacji pick and place?
A: Tak, jeśli masz częste zmiany produktu lub chcesz skrócić przestoje. Przy bardzo prostych cyklach zysk bywa jednak mały.
Q: Czy symulacja offline uwzględnia dynamikę robota?
A: Dobre środowiska robią to częściowo lub pełniej, licząc przyspieszenia, ograniczenia prędkości i czas cyklu. Zakres zależy od programu.
Weryfikacja i redakcja
Za redakcję i weryfikację artykułu odpowiadają:
Joanna Lewandowska. Specjalistka ds. automatyki i integracji. Absolwentka kierunku Automatyka i Robotyka na Akademii Górniczo-Hutniczej im. Stanisława Staszica w Krakowie.
Piotr Woźniak. Doświadczony redaktor technologiczny. Absolwent kierunku Dziennikarstwo i Komunikacja Społeczna na Uniwersytecie Warszawskim.

Opublikuj komentarz